To understand PE fabricated fittings, it’s essential to first look at PE injection-molded fittings, which are the most common in small and medium pipe systems.
Injection-molded PE fittings are produced using injection molding machines and dedicated molds, usually for standard parts up to DN630 or DN800, such as elbows, tees, end caps, and flanges. This process allows for mass production with high precision and smooth appearance, but it requires costly molds and is limited in size and customization.
In contrast, PE fabricated fittings are custom-made components produced by cutting, hot-melt welding, and assembling PE pipes into various shapes, such as elbows, tees, reducers, crosses, and Y-branches. These fittings are mainly used in large-diameter piping systems. Compared to injection molding, the fabrication method offers greater flexibility and diameter range, though at a slightly higher cost and larger size.

Injection machines and molds have physical size and tonnage limits. Conventional fittings rarely exceed DN800. For large sizes like DN1000, DN1200, or DN1600, fabrication welding is the only practical option.
Large-diameter networks often require non-standard angles, customized connections, or reducers. Fabricated fittings can be made to exact specifications, meeting unique project demands.
Fabricated fittings can be adjusted on-site to match installation conditions and spatial constraints, reducing dependence on pre-made standard parts.
These fittings are made from the same material (typically PE100) as the pipes, ensuring consistent performance and long-term sealing integrity, provided that proper welding standards are followed.
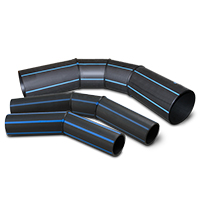
Commonly available in 22.5°, 45°, and 90° angles. They are welded from several precisely cut PE pipe sections. Angles can be tailored based on design needs.
Manufactured by welding three segments of pipe. The branch’s angle and position can be custom-designed.
Formed by welding four or more segments. Multiple seams require advanced welding control for strength and alignment.
Specialized fittings such as Y-branches, inspection connections, or flange assemblies can also be fabricated to accommodate unique layouts and non-standard systems.
While the principle is simple, the quality of fabricated PE fittings depends heavily on precise welding procedures. A high-quality fitting generally goes through several key stages:
Only PE100-grade pipe materials identical to the pipeline are used. Using PE80 or recycled material can reduce weld integrity and lifespan.
Pipes are cut to the exact angle and length per design. Flat, clean, and properly aligned cuts are essential for weld strength.
Specialized PE angle welding machines are used to heat and fuse the joints at 200–220°C. Key controls include heating time, pressure, and cooling. A qualified weld is smooth, uniform, and free of bubbles or inclusions.
After fabrication, weld seams, angles, and dimensions are inspected for accuracy. Visual checks ensure there are no cracks, dents, or deformations.
Manufacturers often perform tensile or fusion strength tests to ensure the welded joints meet design standards.
Currently, fabricated fittings are available from DN315 to DN1600. For diameters below DN800, injection molding remains more cost-effective, while fabricated fittings excel above DN800 due to size flexibility and structural strength.
PE fabricated fittings are the preferred solution for large-diameter, non-standard, or custom pipeline systems. They combine high adaptability, consistent material integrity, and reliable long-term performance
We are not only a product manufacturer, also a solution provider, whether you have a Question or Request For Quotations, we're here to help.

 English
English Español
Español{kind=link}